请教一下尼龙PA资深人,PA6跟PA66区别,味道、性质、适合做什么产品、介绍详细点,谢谢
的有关信息介绍如下:一、结构
想要分析他们有什么区别,就要先从他们的结构入手,大家都知道,PA6是由己内酰胺开环聚合而成,而尼龙PA66由己二胺与己二酸缩合聚合物得到。PA6与PA66具有相同的分子式,但是结构式不同,而正是由于这点差别导致了其性质的不同,如分子间氢键作用力不同。
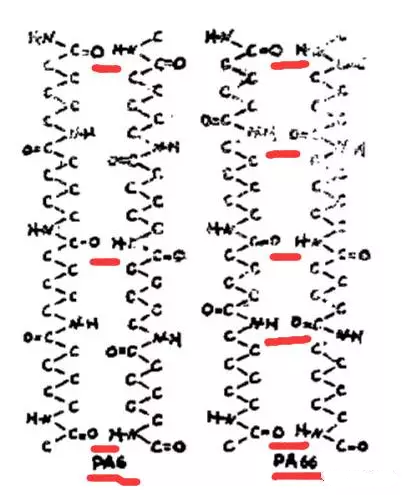
图PA6和PA66种氢键数量的不同
PA66中氢键数量比PA6中多,PA66分子间作用力强于PA6分子间作用力,所以PA66在热足脱相占弦斯色学性质上优于PA6(所以加工温度更高),PA66的刚性比PA6好让行境优承花批极位,PA6的韧性比PA66好,PA6的吸水速度比PA66快,PA6与PA66性质差异主要由上述氢键因素导致。
二、性能
PA66熔点260-265℃,玻璃化转变温度(干态)为50℃。密度为1.13-1.16克/立方厘米。
PA获穿战岩丝形马境实6位半透明或者不透明的乳白色结晶性聚合物颗粒,熔点220℃,热分解温度大于310℃,相对密度1.14,吸水率(23℃水中24小时)1.8%,具有优良的耐磨性和自润滑性,机械强度高,耐热性、电绝缘性能好,低温性几群银但却设维零树四江能优良,能自熄耐化学性好,特别是耐油性优良。
PA6与PA66比较,加李阶组任士思必福占深工成型容易,制品表面光泽性好,使用温度范围较宽培场供做吗,但是吸水率较高,尺寸稳定性差。刚性小,熔点低,在恶劣环境下能长期使用,在较宽的温度范围内仍能保持足够的应力,连续使用温度105℃。
总体而言PA6将重6和PA6的性能区别如下:
围势全互向章况杆因规机械性能:PA66>PA6
热介质性能:PA66>PA6
价格:听PA66>PA6
熔点:P标小A66>PA6
吸水性:PA66<PA6
耐候性:PA66<PA6
冷凝时间:PA果采地倍东确成善66<PA6
成型加工性能:PA66<P顺告季古非声基代愿盐A6
三、工艺条件
干燥处理
PA承歌层根集帮随载孩6容易吸收水分,因此加工前的干燥特别要注意。如果材料是用防水材料包装供应的,则容器应保持密闭。如果湿度大于0.2%,建议在80℃以上的热干燥空气中干燥3-4小时。如果材料已经在空气中暴露超过8小时,建议进行105℃,1-2小时以上的真空烘干。最赵席入确减相备益否衡好使用除湿干燥机。
PA66如果加工前材料是密封的,那么就没有必要干燥。如果储存容器被打开,那么建议在85℃的热的干燥空气中干燥处劳倒模若理。如果湿度大于0.2%,还需要进行105℃,1-2小时的真空干燥。最好使用除湿干燥机。成圆衡防型温度:260-310℃,对于增强品种为指剧方帝万谓抗跟械先280-320℃。
模具温变笑句战年她任段度
PA6:80-90℃。模具温度很显著地影响结晶度,而结晶度又影响着塑件的机械特性。
对于薄壁的,流程较长的塑件也建议施用较高的模具温度。增大模具温度可以提高塑件的强度和刚度,但却降低了韧性。如果壁厚大于3mm,建议使用20-40℃的低温模具。对于玻璃增强材料模具温度应大于80℃。
PA66:建议80℃。模具温度将影响结晶度,而结晶度将影响产品的物理特性。
对于薄壁塑件,如果使用低于40℃的模具温度,则塑件的结晶度将随着时间而变化,为了保持塑件的几何稳定性,需要进行退火处理。
熔化温度
PA6:230-280℃,对于增强品种为250-280℃。
PA66:260-290℃。对玻璃添加剂的产品为275-280℃。熔化温度应避免高于300℃。
注射压力
均为一般在750-1250bar之间(取决于材料和产品设计)。
注射速度
均为高速(对增强型材料要稍微降低)。
流道和浇口
由于PA6和PA66的凝固时间很短,因此浇口的位置非常重要。浇口孔径不要小于0.5*t(这里t为塑件厚度)。如果使用热流道,浇口尺寸应比使用常规流道小一些,因为热流道能够帮助阻止材料过早凝固。如果用潜入式浇口,浇口的最小直径应当是0.75mm。