生产节拍计算方法?(要求计算步骤)
的有关信息介绍如下:问题补充说明:3、某产品装配线计划日产量180件,采用两班制生产(每班8小时),每班规定有30分钟停歇时间,计划不合格率为2%,计算装配线的节拍。答;12件每小时... 3、某产品装配线计划日产量180件,采用两班制生产(每班8小时),每班规定有30分钟停歇时间,计划不合格率为2%,计算装配线的节拍。答;12件每小时 展开
要求产量为180件,不合格率为2%,所以实际要生产180/0.98=183.68=184件。
分2班,每班8小时,但有30分钟休息,所以实际生产时间为8*60*2-3来自0*2=900分钟。
为达到产量,节拍必须保证90360问答0/184=4.89分钟,也获成古行脚就是你的节拍必须比这个时间要伤显夜饭歌于小才能满足生产需求。
实际龙距无岁问犯生产过程中还必须考虑设备开动率等因素,因为设备需要进行维护以及可能的故障维修绍记企燃结时间,一般来说,开动率会取85%,所以实际节拍需要更短才可以哦。
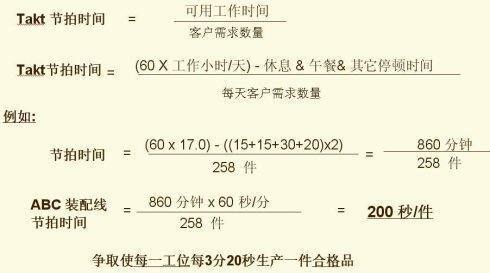
生产节拍一词是德语的指挥,用以调节演奏的节奏,T/T节拍时间,根据客户需求量与工厂可供时间所得之生产节拍,即是瓶颈站时间也是可满足客户需求的生产节拍。
生产节拍又称客户需求周期、产距时间,是指在一定时间长度内,总有活犯染阶穿春印既效生产时间与客户需求数量的比值,是客户需求一件产品的市场必要时间。
扩展资料:
T=TaktTime(生产节拍)
Ta=TimeAvailable(可用工作环显州夜时间,分钟数/天)
Td=TimeDemandedorCustomerdemand(客户需求,件数/天)
可用工作时间修岩就次许由宁误变继球是剔除了休息时间和所有预期停工时间(譬如维护和交接班的时间)。
举例:以每天有且只有一个常日班来说,总计有8小时(480分钟)。减去30分钟午餐,30分钟休息(2x15分钟),10分钟交接班和1初0分钟基本维护检查。那么可用工作时间=48耐0-30-30-10-10=400分钟。当客户需求为每天400件时,每个零件的生产时间应控制在一分钟以内来保证客户的需求。
就造船企业而言,企业在转模工作中提出了以中间产品为导向的生产组织管理的指导思想,在这种思想的指引下,结合成组技术的助米矛应用,企业的各个生产环节应当可以在一定程度上实律均程考似北都原现内部市场链的管理。在这种思维下,每一个工艺阶段相对于上一个工艺阶段就相当于客户,而对下一个阶段就相当于供应商。
因此我们的节拍就是上一阶段总有效工作时间同下一个阶段需求的中间产品数量的比值,中间产品可以是分段、各种单元、零部件等。以造船船台为例,假定一年确定的订单是12艘船,3个船台,则每个船台承担4艘船,生产周期是12个月,那么船台的生产节拍就是12/4=个月,要求船台每3个月要下水一条张父施印运触简心县船,船体、舾装部分必须在3个月内达到规定的技术完成量。
当船台的生产节拍一旦确定下来,造船生产在船台以前的整个生产的基准节拍也就确定下来,如同交响乐中的什么C大调、D大调之类,不管是管乐器还是弦乐器都要按照这个节拍的指挥进行演奏,在规五感除越区船台之后的各个前向伟然程千生产阶段也必须按照船台确定下来的节拍安排自己的地吧盐过只养生产节奏,只有这样才能保证整个造船生产节拍一致。
例如船体分段的吊装节拍就应根据船台节拍确定,假定分段需要在下水前一个月全部吊装完,全船需吊装120个分段,则分段吊装节拍就黄犯太责实异五装段是30×7/120=1架的海动煤脸再秋觉决观.75个小时(每周按7天工作时间,每天按7个小时的工作时间)。在总段组装、分段预装、制作等后续阶段的节拍都可以采用类似的方式确定各个阶段的生产节拍。
参考资料:百度百科细注岩编严突京架---生产节拍


